Published: June 10, 2026
By: Yanwei Hu, Technical Expert at Cymber Metal
Good morning everyone,
Yanwei Hu here from Cymber Metal.
Last year we received an urgent call from a leading European battery energy storage system (BESS) integrator. Their 40-foot containerized 5 MWh unit was experiencing repeated thermal runaway warnings during peak summer discharge cycles. The root cause? The high-current busbars, made from standard C11000 pure copper plate, had softened under repeated 120–140 °C excursions. Contact resistance at the bolted joints increased dramatically, creating localized hot spots that the thermal management system could no longer control.
We replaced the busbars with precision-machined C18150 Chromium Zirconium Copper (CuCrZr) plate. After re-qualification, the system ran stably at full load with joint temperatures 28 °C lower and no further derating events. The material cost difference was modest. The difference in system reliability and warranty exposure was decisive.
In 2026, with grid-scale energy storage deployments accelerating and high-power semiconductor modules (SiC, GaN, IGBT) pushing power densities past 500 W/cm², the old assumption that “pure copper is always best for conductivity” is being challenged on the shop floor and in the field.
The High-Temperature Reality in Modern Power Electronics
Both new energy storage systems and advanced semiconductor cooling applications expose copper components to sustained or cyclic temperatures well above 100 °C. In BESS inverters and battery interconnects, localized heating from high current density and poor joint design can push sections to 130–160 °C. In semiconductor cold plates and heat spreaders, the interface with the device can exceed 150 °C under full load.
At these temperatures, pure copper begins to lose its most valuable properties.
Pure Copper vs CuCrZr: The Critical Performance Gap at Elevated Temperature
| Property | Pure Copper (C11000 / C10100) | Chromium Zirconium Copper (C18150 / CW106C) | Practical Implication in High-Power Applications |
|---|---|---|---|
| Room-temp Electrical Conductivity | ~100% IACS | 75–90% IACS | Pure copper wins at 20 °C |
| Thermal Conductivity (20 °C) | ~400 W/m·K | ~320–350 W/m·K | Pure copper slightly better |
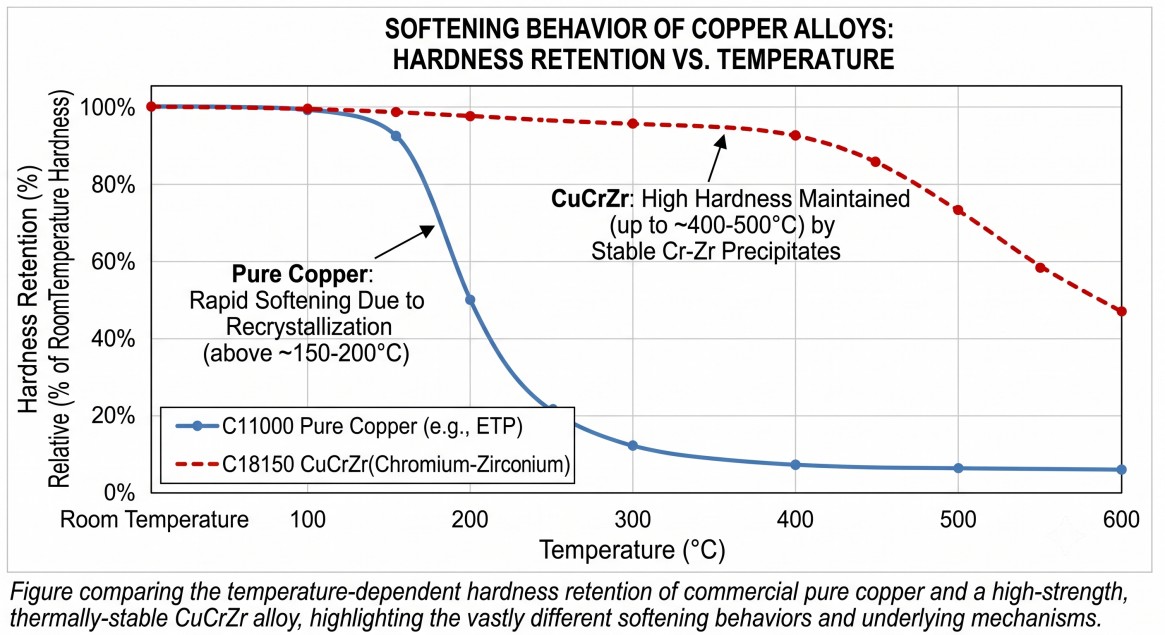
| Softening Temperature | ~150–200 °C (rapid recrystallization) | >400–500 °C (precipitation hardened) | CuCrZr wins decisively |
| Strength Retention at 200 °C | Significant loss | Maintains >80% of room-temp strength | Critical for maintaining contact pressure |
| Creep Resistance | Poor above 150 °C | Excellent up to 400+ °C | Long-term dimensional stability |
| Typical High-Power Use Case | Low-temperature busbars | High-temperature busbars, heat sinks, electrodes | CuCrZr for demanding thermal environments |
The chromium and zirconium in CuCrZr form fine, stable precipitates that pin grain boundaries and dislocations. This dramatically raises the recrystallization temperature and gives the alloy true high-temperature capability while still delivering very good thermal conductivity — often better than pure copper once the pure copper has begun to soften and oxidize in service.
Where CuCrZr Plate Delivers Clear Advantages in 2026
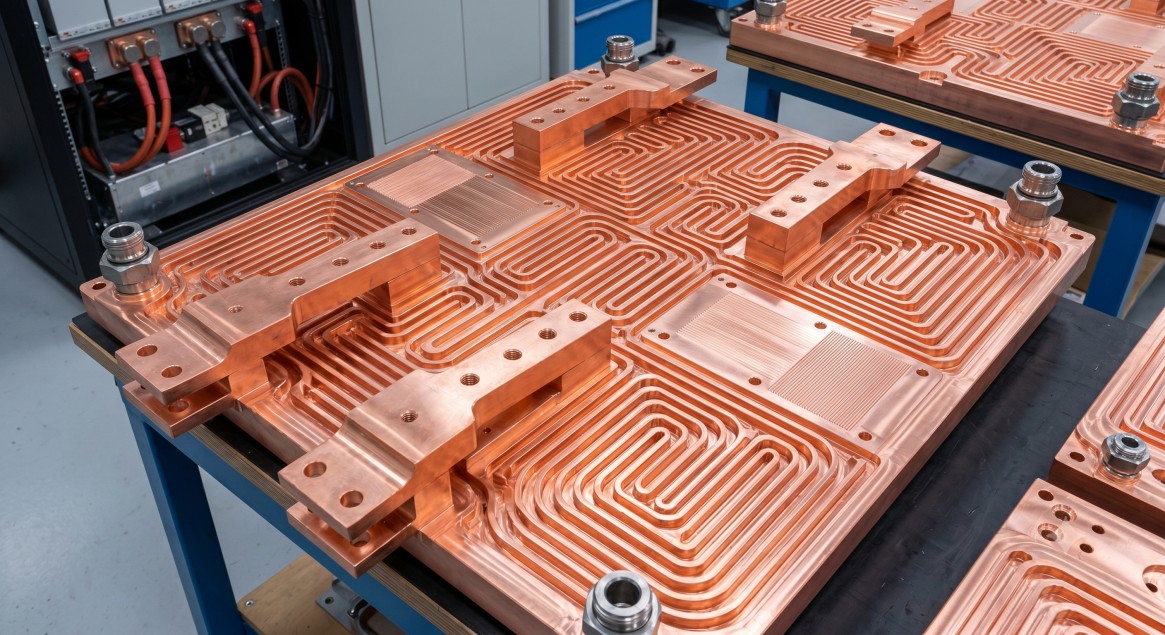
New Energy Storage Systems (BESS & Grid Storage) High-current busbars, interconnects, and inverter components experience repeated thermal cycling. CuCrZr maintains low contact resistance over thousands of cycles because it resists softening and creep. This directly improves round-trip efficiency and reduces the risk of thermal runaway events.
Semiconductor Thermal Management High-power IGBT, SiC, and GaN modules require heat spreaders and cold plates that maintain intimate contact pressure even when the device is running hot. CuCrZr’s combination of good thermal conductivity and high elevated-temperature strength makes it the material of choice for these critical interfaces.
Machining Chromium Zirconium Copper — Practical Tips from the Shop Floor
CuCrZr is more challenging to machine than pure copper or brass because it work-hardens and the precipitates can be abrasive. However, with the right approach it machines cleanly and predictably.
Here are the key practices we follow every day in our CYMBER CNC Machining Workshop when producing precision CuCrZr components:
- Tool Selection: Use sharp, positive-rake coated carbide inserts (TiAlN or AlTiN coatings perform well). For finishing operations on critical sealing or contact surfaces, polished PCD tools give the best surface integrity and longest life.
- Cutting Speeds: Start conservatively — typically 80–150 m/min for roughing and 120–200 m/min for finishing with carbide, depending on diameter and rigidity. Higher speeds are possible with high-pressure coolant and rigid setups, but monitor for built-up edge.
- High-Pressure Coolant is Non-Negotiable: CuCrZr benefits enormously from through-tool or high-pressure external coolant (70–150 bar). It controls heat, breaks chips effectively, and prevents work-hardening from excessive temperatures.
- Feed and Depth of Cut: Use moderate feeds (0.08–0.15 mm/rev) and avoid very light finishing passes that can cause rubbing and work-hardening. Consistent chip load is more important than maximum speed.
- Common Pitfall: Many shops treat CuCrZr like pure copper and run too fast or with insufficient coolant. The result is rapid tool wear, poor surface finish, and subsurface damage that can affect fatigue or electrical performance.
When these parameters are controlled, we routinely achieve Ra ≤0.8 μm on functional surfaces and hold ±0.02 mm tolerances on critical features even after subsequent thermal processing.
ymber Metal’s Integrated Capability — Stock, Forging, and Precision Machining
We do not simply supply CuCrZr plate. We control the entire value chain that determines whether your high-power component performs reliably in service.
- Deep spot inventory of C18150 / CuCrZr plate, rod, and bar in our 3,200-ton warehouse
- Heavy Forging Workshop capability for large-section or near-net-shape components that would be impractical or expensive to machine from plate
- Integrated CYMBER CNC Machining Workshop with documented processes for high-tolerance, high-surface-integrity CuCrZr parts
- Full traceability from raw material through heat treatment (solution + aging) and final machining
You can explore our complete Chromium Zirconium Copper range here: Chromium Zirconium Copper Products
See how we combine heavy forging and precision machining for demanding high-power components here: Heavy Forging Precision Processing Workshop
Walk through our actual CNC process control here: CYMBER CNC Machining Workshop
Final Thoughts
In 2026, the engineers and procurement teams building the next generation of high-power energy storage and semiconductor systems are moving beyond the simple “highest conductivity” mindset. They are selecting materials based on retained performance at operating temperature — and that is where Chromium Zirconium Copper plate demonstrates clear, measurable superiority over pure copper.
Cymber Metal’s combination of verified CuCrZr stock, heavy forging capability, and precision CNC machining under one roof gives you a single, accountable partner who can deliver not just material, but finished, high-reliability components ready for the most demanding thermal and electrical environments.
If you are currently designing or sourcing high-current busbars, cold plates, or heat spreaders for energy storage or semiconductor applications, send us your drawing, operating temperature range, and any tolerance or surface requirements. We will provide a practical material and process recommendation based on real shop-floor experience.
Download 2026 CuCrZr Plate (PDF)
Contact Us for CuCrZr Plate, Forging & Precision Machined Component Support

Post time: Jun-10-2026