Published: May 19, 2026
By: Yanwei Hu, Technical Expert at Cymber Metal
Good morning everyone,
Yanwei Hu here from Cymber Metal.
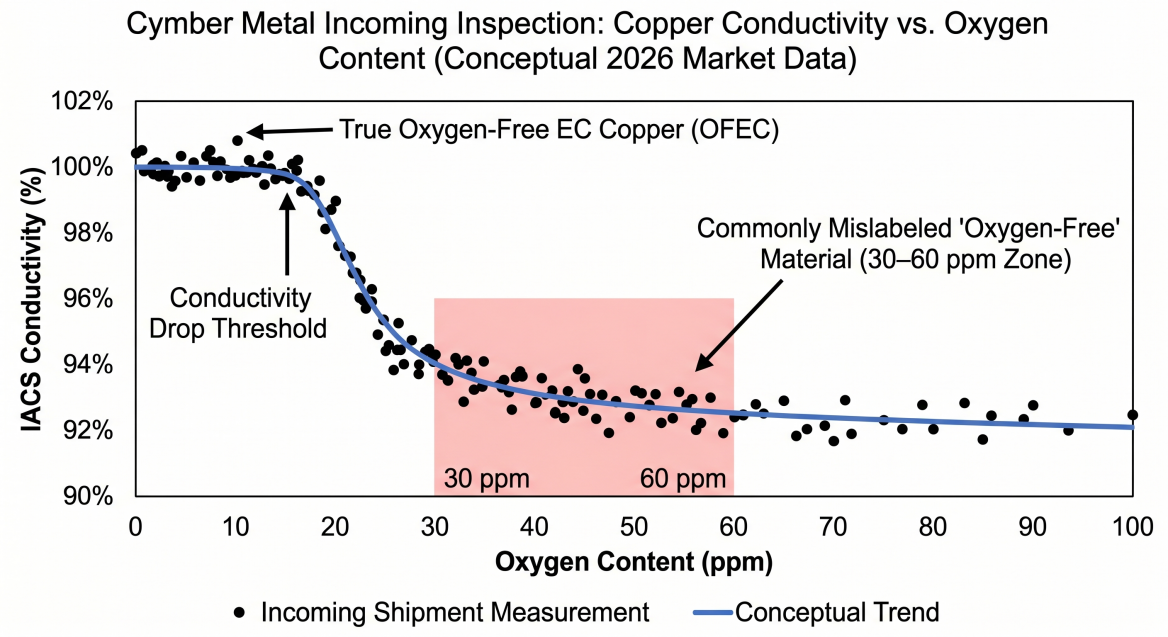
Last month I got a call from a transformer OEM in Texas whose 35 kV unit was running 18 °C hotter than the thermal model predicted. The windings looked perfect on paper — “EC-grade oxygen-free copper rod, 100 % IACS.” Turns out the material had 47 ppm oxygen instead of the <10 ppm spec. That single impurity was enough to drop effective conductivity by 3.5 % and turn a 98 % efficient transformer into a money-burning heater.
This isn’t rare in 2026. With copper prices swinging wildly and EV/renewable demand sucking up every ton of high-purity stock, the gap between what suppliers claim and what actually arrives has never been wider.
Today I’m going to walk you through exactly how to avoid transformer overheating caused by bad copper procurement — the real specifications that matter, the hidden traps in the 2026 market, and the practical checklist we use on the shop floor before we accept any EC-grade oxygen-free copper rod or strip into our system.
Why Transformers Overheat — The Copper Connection Most Engineers Miss
Transformer efficiency is brutally simple: every 0.1 % drop in winding conductivity costs real money in I²R losses and forces the cooling system to work harder. At 50–60 Hz and high current densities, even small increases in resistivity create hot spots that shorten insulation life and trigger premature failure.
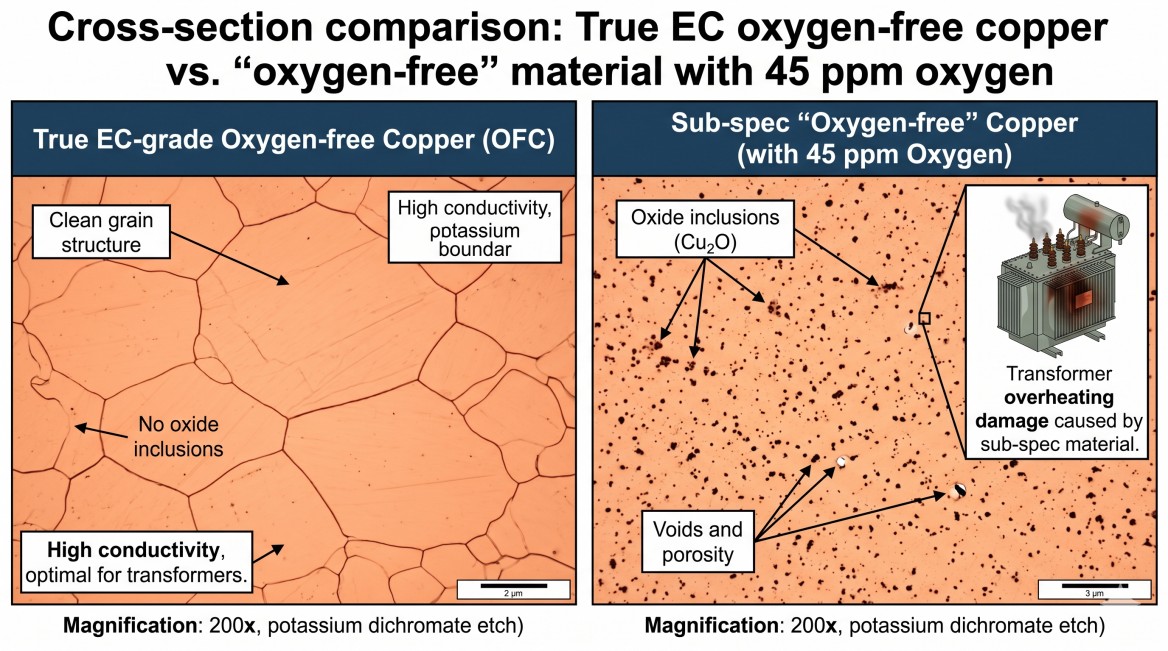
EC-grade oxygen-free copper (typically C10100 / C10200 / CW008A) is specified because it delivers ≥100 % IACS conductivity and oxygen content below 10 ppm. That combination gives you the lowest possible resistance and the best resistance to hydrogen embrittlement during brazing or annealing.
When oxygen creeps above 20–30 ppm, two things happen:
- Conductivity falls (sometimes 2–4 %)
- The material becomes prone to “gassing” during high-temperature processing, creating microscopic voids that act as stress concentrators
We’ve seen brand-new transformers fail dielectric tests after only 18 months because the copper strip had invisible oxygen-rich zones that oxidized under load.
The 2026 Procurement Landscape — Why “EC Grade” No Longer Means What It Used To
Three forces are colliding right now:
- Exploding demand from data-center transformers, offshore wind step-up units, and EV charging infrastructure.
- Tight high-purity cathode supply — only a handful of refineries produce the 99.99 % + cathode needed for true oxygen-free copper.
- Spec inflation — some mills are labeling material “EC” or “OF” when it only meets 99.95 % purity and 50–80 ppm oxygen.
The result? Buyers who used to trust a mill certificate are now receiving material that passes visual inspection but fails in service.
Common 2026 pitfalls we see every week:
- “Oxygen-free” rod with 30–60 ppm oxygen (conductivity drops to 97–98 % IACS)
- Strip sold as half-hard temper that is actually quarter-hard — leading to excessive spring-back during winding
- Surface oxidation or residual drawing lubricant that creates hot spots at contact points
- Fake or recycled certificates that don’t match the actual heat/lot
- 8–12 week mill lead times quoted as “in stock” when the warehouse is empty
-
How to Specify and Verify EC-Grade Oxygen-Free Copper in 2026
Use this exact checklist before you release a purchase order:
- UNS designation: C10100 (OFE) or C10200 (OF) — not generic “EC copper”
- Oxygen content: ≤10 ppm (ask for actual test report, not just “oxygen-free” claim)
- Conductivity: ≥100 % IACS at 20 °C (or ≥58 MS/m)
- Temper: Specify exact temper (e.g., H00 for rod, H02 for strip) — wrong temper causes winding tension issues
- Surface: Bright, oxide-free, free of drawing lubricant residue
- Certification: Full MTR + SGS batch test + heat/lot traceability
We run every incoming lot through our own spectrometer and oxygen analyzer before it goes into the 3,200-ton warehouse. If it doesn’t meet the above, it never touches a transformer customer’s order.
Why Cymber Metal’s Integrated Model Changes the Game
Most distributors still operate on a “catalog + mill order” model. When you need 8 tons of C10100 rod in 35 mm diameter next week, they quote 6–10 weeks.
Cymber Metal built a completely different infrastructure:
- Self-owned 3,200-ton spot warehouse in Jiangyin with real-time inventory of EC-grade oxygen-free copper rod (6–120 mm), strip (0.1–6 mm thick), and busbar profiles
- CYMBER CNC Machining Workshop that can turn raw rod into precision transformer terminals, tap changers, and connection pads in 3–7 days
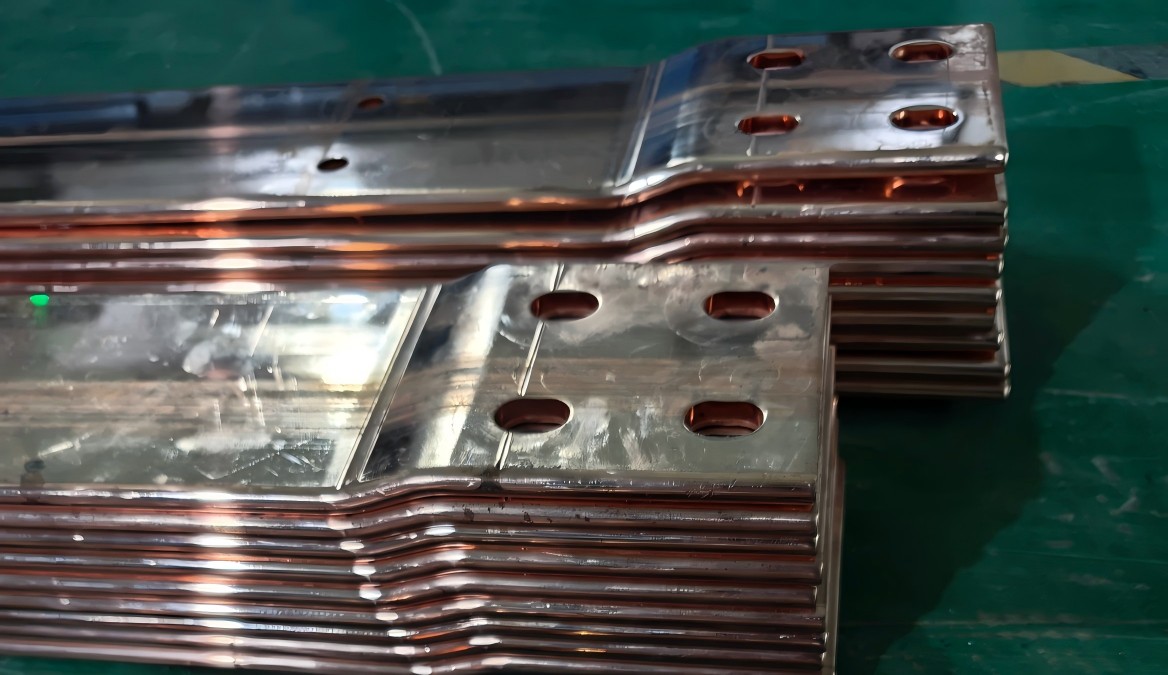
- CYMBER Busbar Fabrication Workshop that laser-cuts, bends, insulates, and assembles complete busbar systems ready for transformer assembly
You can explore current stock levels and strategic warehouse locations here: CYMBER Ready Stock Warehouses
And see how we turn that stock into finished transformer components here: CYMBER CNC Machining Workshop
Last quarter we delivered 42 tons of verified C10100 rod and strip to three European transformer plants with an average lead time of 9 calendar days — including full MTR, SGS report, and custom-cut lengths. One customer told us they avoided a €180,000 penalty because we had the exact temper and diameter they needed on the floor when their previous supplier went 11 weeks late.
-
Practical Decision Framework — EC Copper for Transformers
Application Recommended Form Key Spec to Lock In Common Mistake to Avoid HV winding (35–220 kV) Oxygen-free rod (C10100) ≤8 ppm O₂, H00 temper, ≥100 % IACS Accepting 20–30 ppm “oxygen-free” LV busbar & connections Oxygen-free strip (C10200) Bright surface, H02 temper Residual lubricant causing hot spots Tap changer & terminals Machined from rod Full traceability + SGS batch test Using mill certificate only Repair / retrofit Cut-to-length from stock Same heat/lot as original Mixing different heats in one winding Final Thoughts
Transformer overheating almost always starts long before the unit leaves the factory — it starts the moment someone accepts copper that looks right on paper but isn’t right in the lattice.
In 2026 the winners will be the engineers who stop treating “EC-grade oxygen-free” as a marketing phrase and start treating it as a measurable, verifiable specification — and who partner with a supplier that actually holds the material, not just the promise.
Cymber Metal’s model — deep spot inventory + integrated CNC and busbar fabrication + full traceability — was built exactly for this moment. When your production schedule can’t absorb another 8-week wait, or when a 3 % conductivity shortfall will cost you hundreds of thousands in energy losses over the transformer’s life, we’re the partner who can move real, verified EC-grade oxygen-free copper from warehouse floor to your loading dock in days, not months.
Ready to stop guessing and start specifying with confidence?
Send us your transformer drawing, required UNS grade, temper, and quantity. We’ll confirm physical stock, oxygen test results, and a committed ship date in one reply.
Post time: May-19-2026