Published: January 30, 2026
By: Jun Liang Zhou, Senior Metals Analyst
CuCrZr (chromium zirconium copper) is that rare alloy that gives you both high strength and excellent conductivity—often hitting 80–90% IACS while maintaining hardness after heat treatment. It’s precipitation-hardened, so it holds up under heat and stress where pure copper softens. In 2026, with EV production exploding and resistance welding lines running hotter than ever, CuCrZr is everywhere in electrodes, motor rotors, and high-power connectors.
This guide covers the real-world challenges of machining CuCrZr, key grades, processes, practical fixes, and tips we’ve learned to get strong, conductive parts that perform.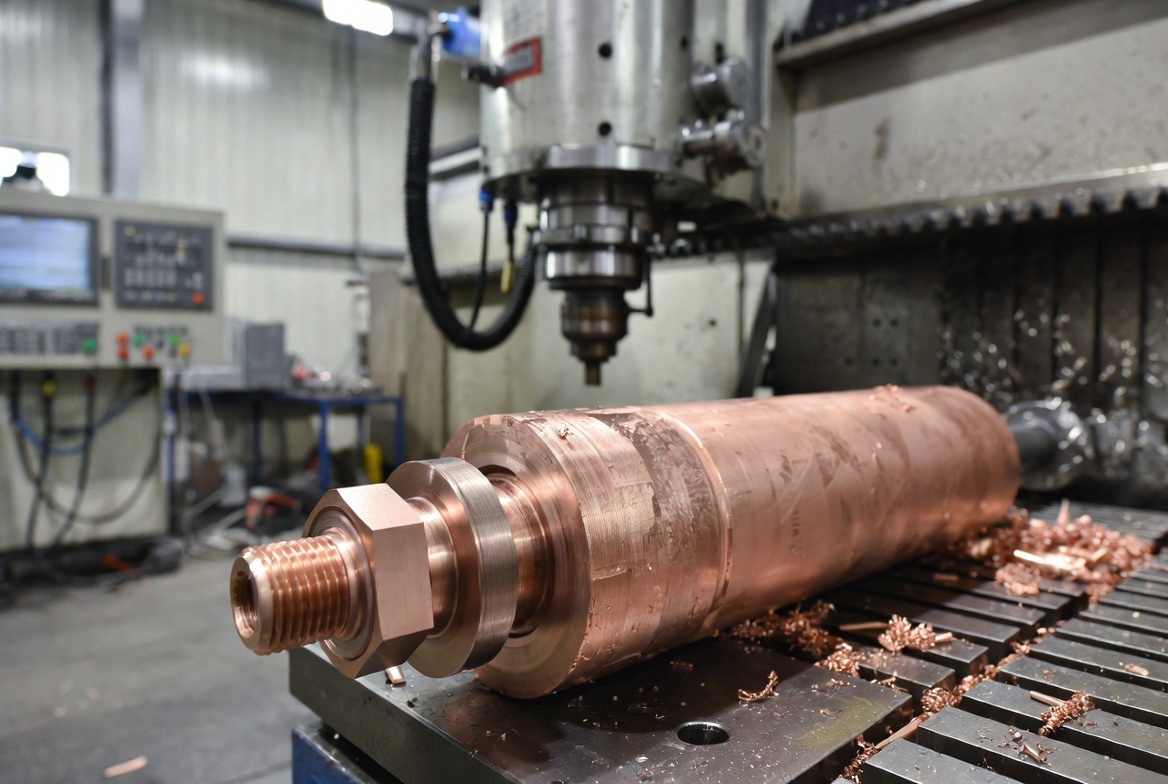
CuCrZr Grade Comparison Table
| Grade | Chromium | Zirconium | Key Strengths | Best For | Machinability | Relative Cost |
|---|---|---|---|---|---|---|
| C18150 | 0.5–1.5% | 0.05–0.25% | Balanced strength & conductivity | Welding electrodes, connectors | Good | Medium |
| C18200 | 0.6–1.2% | None | Slightly higher strength | Heavy-duty electrodes | Good | Lower |
| CW106C (EU) | 0.5–1.2% | 0.03–0.3% | Excellent heat resistance | EV motor rotors | Moderate | Higher |
Quick Tip: C18150 for the best overall conductivity-strength combo; age it post-machining for peak hardness.
Suitable Machining Processes for CuCrZr
CuCrZr machines like a tougher pure copper—good but needs care for heat treatment:
- CNC Turning → Ideal for electrodes and rotors.
- CNC Milling → Suited for complex tips and slots.
- EDM → Useful for fine details in hardened state.
- Grinding → For final precision on contact faces.
Advantages of Machining CuCrZr
- High strength & conductivity → 80–90% IACS with tensile up to 550 MPa.
- Heat resistance → Softens above 500°C—great for welding.
- Fatigue & wear resistance → Long life in cyclic loads.
- No beryllium hazards → Safer alternative to CuBe.

-
Challenges & Practical Solutions
CuCrZr can be abrasive and heat-sensitive:
- Tool wear → Abrasive oxides chew carbide.
- Heat buildup → Risk of softening pre-aging.
- Burrs → Sticky in solution-annealed state.
Engineering Experience: In our CuCrZr projects at Cymbermetal, especially C18150 welding electrodes for EV battery lines, tool wear was the biggest headache on long runs. We switched to coated carbide with high-pressure coolant and rigid setups—cutting wear in half and holding ±0.03 mm on tip profiles consistently.
Pro Tip: Machine in solution-annealed state, then age—easier cutting and full hardness afterward.

-
Design Considerations & Tips
- Tolerances: ±0.01 mm achievable pre-aging.
- Wall Thickness: 1–3 mm for heat dissipation.
- Radii: Generous to avoid cracks.
- Surface Finish: Ra 0.4 µm for low resistance contacts.
- Heat Treatment: Plan aging cycle post-machining.
Tooling & Parameter Recommendations
- Tool Material: Coated carbide; PCD for volume.
- Example Parameters (C18150):
- Spindle: 8,000–12,000 RPM
- Feed: 1,000–2,000 mm/min
- Depth: 0.5–2 mm axial
- Coolant: High-pressure flood—controls heat.
-
Common Deliverable Parts We Machine in CuCrZr
- Resistance welding electrodes and tips
- EV motor rotor bars
- High-power electrical connectors
- Heat sinks and busbars
- Spot welding shanks
- Induction coil components
Real-World Applications
- Automotive battery welding lines
- EV traction motors
- High-voltage connectors
- Aerospace power distribution
- Industrial resistance welding
Cost & Sustainability Factors in 2026
Higher pricing (~$15–20/kg) justified by performance; fully recyclable with growing secondary supply.
Final Thoughts
CuCrZr machining balances strength and conductivity in ways few alloys can—perfect for the heat and stress of modern welding and EV parts.
If you’re sourcing reliable CNC machining for CuCrZr parts—whether welding electrodes, rotor bars, or custom high-conductivity components—Cymbermetal offers stocked grades, tight tolerances, and flexible volumes from prototypes to full production.
Ready to talk specs? Download our latest CuCrZr catalog for material details and examples, or contact our engineering team for quotes and support.
Post time: Jan-30-2026