Published: May 7, 2026
By: Yanwei Hu, Alloys Technical Expert at Cymber Metal
Good morning everyone,
Yanwei Hu here from Cymber Metal.
Copper alloys are one of the most misunderstood material groups in a precision machine shop. Engineers often choose them for conductivity, corrosion resistance, or wear performance, only to watch a pure copper blank gall the end mill or chew through inserts in under an hour. That’s rarely a parameter problem. It’s almost always a grade selection problem — and it happens before the spindle even starts turning.
At Cymber Metal we machine copper alloys to tight tolerances as a routine service. The question we hear most from engineers is simple: “Which grade should I actually use?” This guide gives you the direct, practical answer based on what we see every week on the shop floor. It covers machinability ratings by alloy family, how composition affects the tolerances you can realistically hold, recommended CNC parameters for carbide and HSS tooling, tool geometry and coatings that prevent built-up edge, and cutting fluid strategies that keep surfaces clean.
Machinability Ratings Across the Major Copper Alloy Families
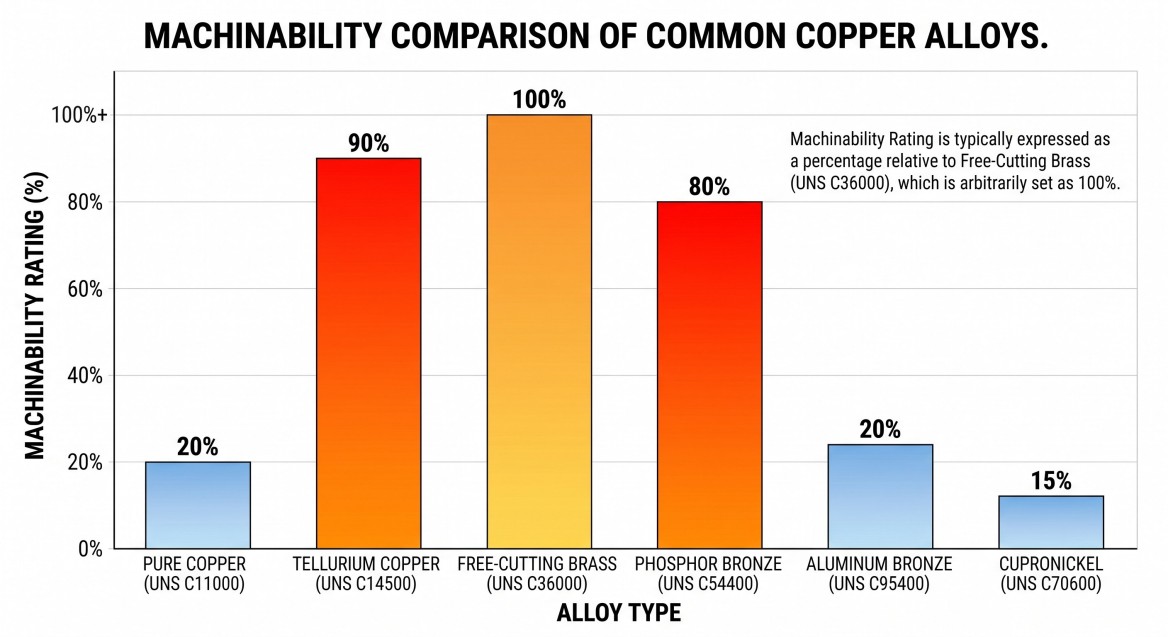
The machinability index runs from 0 to 100, benchmarked against free-cutting brass (CW614N / C36000 = 100). A low number means gummy chips, poor chip break, heat buildup, and tool adhesion. It also means longer cycle times and higher tooling cost.
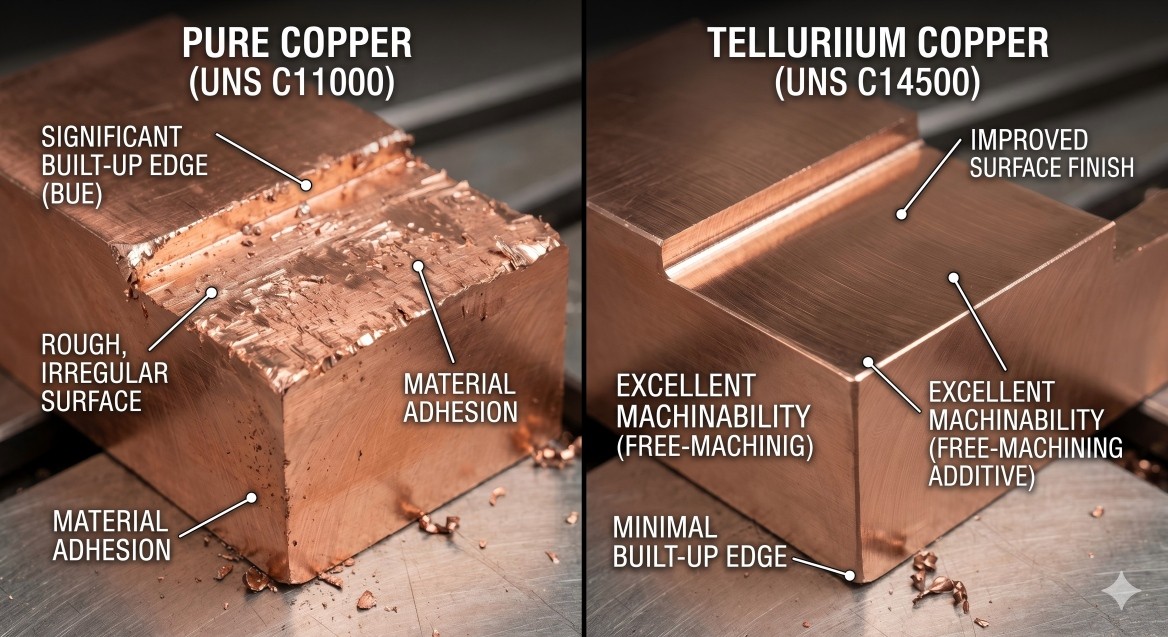
- Pure copper (C10100 / C11000): Roughly 20 on the index. This is the lowest of any commonly machined copper alloy. The material is so ductile that it produces continuous, stringy chips that smear across the tool face. These grades are still chosen when maximum electrical conductivity (100–101% IACS) is non-negotiable — busbars, waveguides, and heat sinks. Cycle times on pure copper can easily run several times longer than on brass for the same geometry.
- Tellurium copper (C14500): 80–90. The tellurium creates dispersed copper telluride particles that act as chip-breaking sites, turning the gummy chips of pure copper into short, manageable segments. Conductivity remains high (around 90–96% IACS). For connectors, screw-machined contacts, and precision fittings that need both conductivity and machinability, C14500 is usually the clear winner.
- Leaded brass (CW614N / C36000): 100. Still the reference standard for chip formation and surface quality.
- Phosphor bronze: Around 30. Better than pure copper with more forgiving chips, but still stringier than leaded grades.
- Aluminum bronze (C95500): 10–60 depending on exact composition. It runs hot and is abrasive on tooling.
- Cupronickel (C70600): Moderate machinability, but it work-hardens under cutting forces, which drives tool wear higher than the index number suggests.
-
How Alloy Composition Affects Tolerances and Surface Finish
Ductile, sticky alloys like C10100 and C11000 deflect under cutting forces and spring back unpredictably. Holding tight tolerances on pure copper requires extremely rigid fixturing, conservative parameters, and experienced process control.
C14500 and leaded brass are dimensionally stable under normal CNC conditions. Close tolerances are achievable with standard carbide tooling and proper speeds.
High-strength bronzes like C95500 are dimensionally stable but generate significant heat. Thermal expansion above 100°C on the workpiece can walk tolerances. A controlled flood coolant strategy isn’t optional on aluminum bronze precision work — it’s the mechanism that keeps the part within spec.
Surface finish follows the same pattern: pure copper produces higher Ra values without specialized tooling because adhesion smears the surface. Mirror finishes on C10100 usually require diamond tooling or post-process lapping. C14500 and brass produce clean Ra values below 1.6 μm at standard parameters.
-
Recommended CNC Parameters for Copper Alloys
Use these as conservative starting points and adjust based on actual chip formation.
Carbide Tooling Parameters (starting points)
- Pure copper (C10100/C11000): 200–500 SFM, 0.004–0.008″ per tooth, axial depth of cut no more than 1.5×D. Reduce depth further when gummy chip behavior appears.
- Tellurium copper C14500 and leaded brass CW614N: 500–600 SFM, 0.003–0.006″ per tooth, radial depth of cut no more than 0.5×D for milling.
- Phosphor bronze: 300–500 SFM, 0.003–0.006″ per tooth.
- Aluminum bronze C95500: 200–400 SFM with carbide only (HSS is not practical for production).
-
RPM calculation: RPM = (SFM × 3.82) / tool diameter. Reduce SFM by 20% for slotting operations.
For HSS tooling, the practical upper limit is 60–100 SFM for brass and 80–100 SFM for pure copper. Do not use HSS on aluminum bronze in production.
-
Tool Geometry and Coatings That Prevent Built-Up Edge
Built-up edge is the primary failure mode when machining copper alloys. The tool geometry that prevents it starts with positive rake angles of 10–20°. A 90° cutting edge angle (κr = 90°) helps prevent smearing on adhesion-prone materials.
Keep the nose radius below 1.5× the feed rate. Oversized nose radii cause rubbing rather than cutting and accelerate built-up edge.
On coatings: Amorphous diamond (PVD) and ZrN are strong choices for copper. They have low chemical affinity to copper and help maintain edge sharpness. AlTiN is generally not recommended for copper alloys.
-
Cutting Fluid and Chip Management
Flood cooling at 10–20% soluble oil or semi-synthetic concentration works best. Direct the fluid at the tool-workpiece interface. Avoid cutting fluids with active sulfur or chlorine additives — they discolor copper and leave staining that is difficult to remove.
For high-precision work, fully synthetic fluids or isopropyl alcohol mist paired with compressed air often give the cleanest results.
Selecting the Right Copper Alloy for Your Application
Start with the application requirement, then work backward to the grade:
- Maximum conductivity non-negotiable → C10100 or C11000 (accept the lower machinability).
- Conductivity + good machinability → C14500 tellurium copper.
- Maximum machinability on general work → CW614N leaded brass.
- Corrosion resistance + wear performance → Phosphor bronze or C95500 aluminum bronze.
- Fatigue strength for precision contacts and springs → C17200 beryllium copper.
Whether you need Chromium Zirconium Copper or Copper-Aluminum Composites, our full catalog is available at https://www.cymbermetal.com/ to match your specific requirements.
At Cymber Metal we stock all major copper alloy grades across a substantial spot inventory — pure C10100/C11000, tellurium copper C14500, phosphor bronze, aluminum bronze, beryllium copper, cupronickel, and the full brass range — all supplied with ASTM/AMS certifications and third-party batch testing. CNC precision machining is available directly from the same facility.
You can explore the complete range on the CYMBER METAL Product Page or visit our Ready Stock Warehouses to see current inventory levels in real time.

-
Final Thoughts
Choosing the correct copper alloy for CNC machining determines cycle time, tool life, and final tolerance — and that decision happens before a single parameter is set. Get the alloy right first. Then dial in the parameters. The material will do the rest.
If you’re working through a precision copper component with tight tolerances and need help confirming the right grade, Cymber Metal’s technical team can review your drawing and recommend the most suitable alloy for your application.
Ready to get started? Send us your drawing — we’ll give you straight, practical advice and a realistic timeline within hours.
Post time: May-07-2026