Published: June 7, 2026
By: Yanwei Hu, Technical Expert at Cymber Metal
Good morning everyone,
Yanwei Hu here from Cymber Metal.
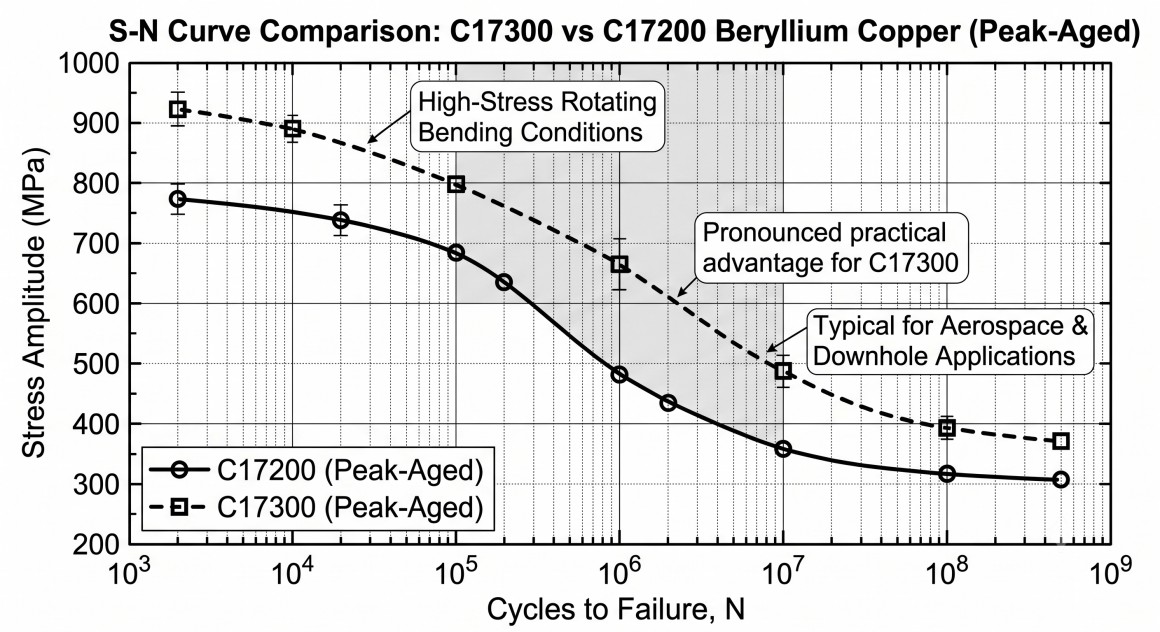
Eighteen months ago a U.S. defense contractor brought us a failed C17200 beryllium copper spring pack from a high-vibration avionics module. The parts had been specified at peak-aged condition with 1,200 MPa UTS and were supposed to survive 10^7 cycles at 450 MPa alternating stress. They failed at 2.3 × 10^6 cycles with classic fatigue striations initiating at tool marks left from conventional machining.
The replacement parts we produced from C17300 plate — same nominal strength, but with controlled lead addition for machinability and a carefully sequenced solution-anneal + age-hardening cycle — exceeded 1.4 × 10^7 cycles in the same test rig. The difference was not the alloy grade on paper. It was how the material was processed from plate to finished component.
In 2026, when high-stress cyclic loading appears in aerospace actuators, downhole tools, high-reliability connectors, and precision defense mechanisms, senior engineers no longer accept “beryllium copper” as a generic specification. They demand C17300 when machinability, fatigue life, and dimensional stability after aging must coexist.
Why C17300 Outperforms Other Beryllium Copper Grades Under High Stress
C17300 is a leaded high-strength beryllium copper (nominal 1.9 % Be, 0.4 % Pb). The lead improves chip break and reduces tool wear without sacrificing the core properties that make beryllium copper irreplaceable in high-stress service:
- Peak-aged tensile strength 1,100–1,300 MPa
- Yield strength typically 1,000–1,150 MPa
- Excellent fatigue endurance limit (often >450 MPa at 10^7 cycles in rotating bending)
- Electrical conductivity 22–28 % IACS in peak condition
- Non-sparking and good corrosion resistance in marine and industrial environments
Compared with C17200, C17300 offers measurably better machinability while retaining nearly identical fatigue and strength performance. For parts that require extensive milling, drilling, or threading before final aging, this translates directly into lower tool cost, tighter process control, and fewer rejected components.
Heat Treatment Sequence: The Hidden Variable That Determines Whether Tolerances Survive
Beryllium copper only develops its high-stress capability after proper solution annealing (typically 800–850 °C) followed by age hardening (315–330 °C for 2–3 hours). The sequence in which you machine relative to these thermal cycles is decisive.
Common failure modes we still see from other suppliers:
- Machining entirely in the aged condition → excessive tool wear and risk of surface damage that initiates fatigue cracks.
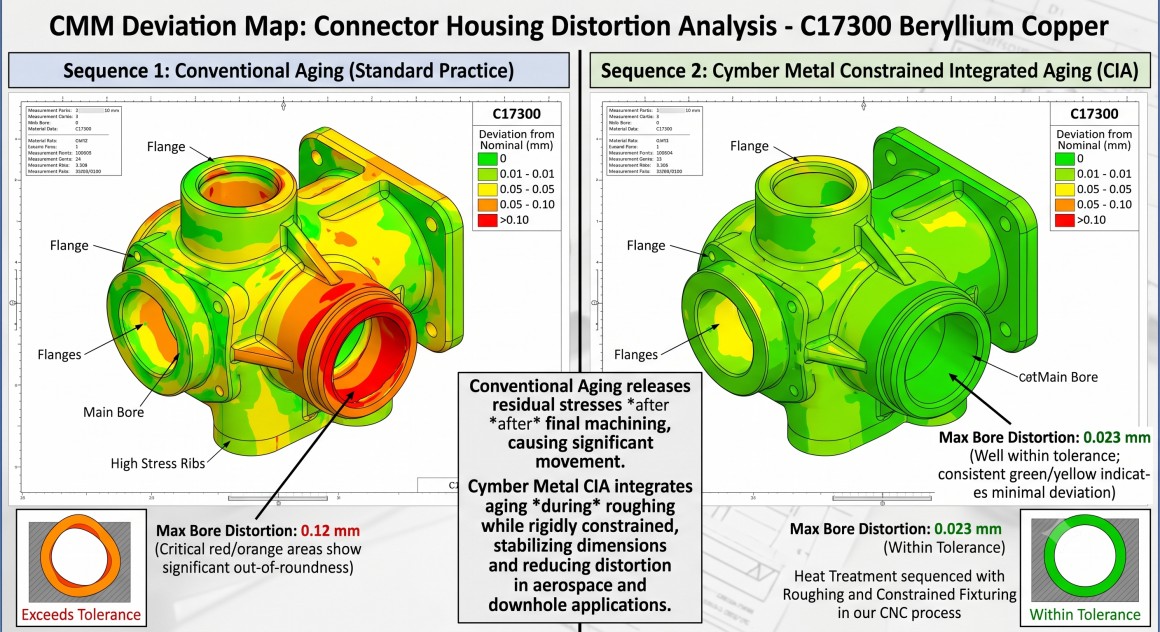
- Rough machining in solution-annealed condition, then aging without constraint → 0.08–0.15 mm distortion on precision bores and thin sections.
- Over-aging to “recover” dimensions → loss of fatigue strength and stress-corrosion susceptibility.
In our CYMBER CNC Machining Workshop we treat heat treatment as an integrated process variable. For high-stress C17300 components we typically:
- Rough machine from plate or bar in the solution-annealed or lightly aged condition.
- Apply a controlled final age-hardening cycle with fixturing that constrains critical dimensions.
- Finish machine critical features after aging to achieve the required surface integrity and tolerance.
This approach routinely holds ±0.02 mm on bores and ±0.05 mm on thin sections while delivering full peak-aged mechanical properties.
Precision Machining of C17300: Safety, Tool Life, and Surface Integrity
Beryllium copper machining carries a non-negotiable safety requirement: all operations must control airborne beryllium dust below OSHA and international exposure limits. Our workshop is equipped with enclosed machining centers, high-efficiency filtration, and documented handling protocols that allow us to machine C17300 safely at production volumes.
From a process standpoint, C17300 machines cleanly when parameters are correct:
- Carbide or PCD tooling at 150–300 SFM with high-pressure coolant
- Positive rake geometry and sharp edges to minimize built-up edge
- Controlled chip evacuation to prevent recutting of chips that can embed and create stress raisers
We routinely achieve Ra ≤0.6 μm on sealing and contact surfaces — critical for both fatigue life and electrical performance in high-stress connectors.
Cymber Metal’s Integrated Capability — Material + Process, Not Just Inventory
Senior engineers care about one thing above all: will the finished part meet specification after every thermal and mechanical operation, with full traceability?
We answer that question by controlling the entire chain:
- Deep spot stock of C17300 plate, rod, strip, and wire in our 3,200-ton warehouse, all with mill certificates and batch traceability
- In-house capability to sequence rough machining, constrained aging, and finish machining in one controlled flow
- Full documentation package including heat treatment records, mechanical test results, and dimensional reports that satisfy the most demanding aerospace and defense quality systems
You can explore our complete beryllium copper range here: Beryllium Copper Products
See exactly how we turn C17300 plate and bar into fatigue-critical precision components here: CYMBER CNC Machining Workshop
Practical Specification Guidance for High-Stress Applications
| Requirement | Recommended Approach for C17300 | Why It Matters for High-Stress Service |
|---|---|---|
| Peak mechanical properties | Solution anneal + constrained age to peak condition | Maximum fatigue life and yield strength |
| Dimensional stability | Rough machine → constrained age → finish machine | Holds ±0.02–0.05 mm after thermal cycling |
| Surface integrity | Sharp PCD/carbide, Ra ≤0.6 μm, compressive residual stress | Prevents fatigue initiation at tool marks |
| Safety & compliance | Enclosed machining with documented beryllium controls | Meets OSHA and customer EHS requirements |
| Traceability | Full MTR + heat treatment records + FAI | Satisfies AS9100 / NADCAP-level audits |
Final Thoughts
In high-stress environments, C17300 beryllium copper is not chosen for its price per kilogram. It is chosen because, when processed correctly from plate through precision machining and controlled aging, it delivers a unique combination of strength, fatigue resistance, conductivity, and dimensional stability that few other materials can match.
The engineers who succeed are those who treat the entire sequence — material condition, heat treatment timing, machining parameters, and surface integrity — as a single integrated process rather than a series of hand-offs between suppliers.
Cymber Metal’s 3,200-ton warehouse, documented CNC process flow, and ability to manage heat treatment sequencing and fine machining in one facility were built for exactly these demanding applications. We do not simply supply beryllium copper plate or bar. We deliver finished, fatigue-qualified components with the traceability and process control that senior engineers require.
If you are currently specifying or qualifying C17300 (or considering it) for a high-stress cyclic application, send us your drawing, stress requirements, and any heat treatment or surface integrity constraints. We will review the process chain and show you exactly how we control the variables that determine whether the part survives in service.
Contact Us for C17300 Plate, Bar & Precision Machined Component Support
Post time: Jun-07-2026