Published: January 26, 2026
By: ShanJi Meng, Senior Metals Analyst
Copper and its alloys remain some of the most rewarding — and sometimes tricky — materials to machine. Excellent thermal and electrical conductivity, natural antimicrobial properties, and full recyclability make them indispensable in EV components, marine hardware, precision gears, and welding electrodes. But their softness, tendency to gum up tools, and work-hardening behavior demand the right approach.
In 2026, with copper demand surging from electrification and renewables, machinists are seeing more orders for high-performance alloys. This guide covers the most common copper grades we work with, suitable processes, key advantages/challenges, practical design tips, tooling advice, and real-world applications.
Common Copper Grades for CNC Machining
Different applications call for different alloys. Here are the grades we see most often in precision machining shops:
- Pure Copper (C10100/C11000): 99.9%+ purity, oxygen-free or ETP. Best for maximum conductivity (busbars, heat sinks).
- Brass (C36000, C26000): Free-machining favorite with excellent chip-breaking. Great for fittings, valves, gears.
- Aluminum Bronze (C95400, C95500): High strength + outstanding seawater corrosion resistance. Ideal for marine propellers, bushings.
- Tin Bronze (C90300, C90700): Superior wear resistance and low friction. Classic for heavy-duty bearings and gears.
- Phosphor Bronze (C51000, C54400): Excellent springiness and fatigue resistance. Common in connectors and springs.
- Chromium Zirconium Copper (C18150/C18200): Precipitation-hardened for high strength + 80-90% IACS conductivity. Dominates resistance welding electrodes and EV motor parts.
-
Quick Grade Selection Tip: For electrical parts → choose pure copper or CuCrZr. For corrosion-prone environments → select aluminum bronze. For easy machining in volume → go with brass.
Suitable Machining Processes for Copper
Most copper grades machine well on standard CNC equipment:
- CNC Milling: Ideal for complex geometries, pockets, and 3-5 axis parts.
- CNC Turning: Perfect for round components like bushings, fittings, and shafts.
- Drilling & Tapping: Brass and phosphor bronze tap cleanly; use peck drilling for deep holes in pure copper.
- Swiss-Type Lathe: Excellent for small, high-precision pins and connectors.
- EDM (if needed): Rarely required but useful for hardened CuCrZr features.

-
Advantages of Machining Copper Alloys
- Superior thermal conductivity → dissipates heat fast, reducing tool wear.
- Excellent electrical properties → critical for connectors and electrodes.
- Natural antimicrobial surface → ideal for food processing and medical parts.
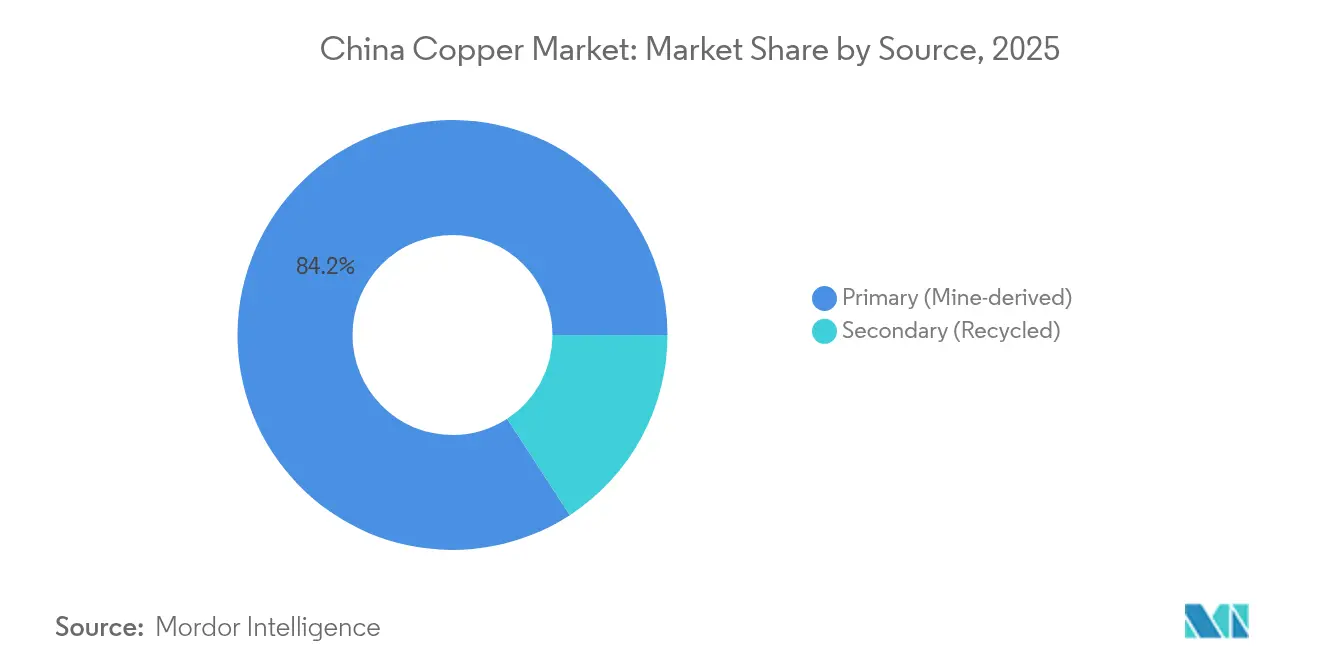
- Full recyclability → aligns with 2026 sustainability mandates.
- Beautiful finishes → brass and bronze polish to a high luster.
Challenges & Practical Solutions
Copper’s ductility creates classic issues — here’s how we handle them:
- Gummy chips & built-up edge — Use sharp positive-rake tools and plenty of coolant (emulsion or oil).
- Work hardening — Take light passes (0.1-0.5 mm depth) and avoid dwelling.
- Burr formation — Brass machines almost burr-free; pure copper needs deburring or climb milling.
- Thermal expansion — Fixture carefully and use flood coolant to control dimensions.
Pro Tip: For pure copper, polycrystalline diamond (PCD) tools last 10x longer than carbide.

-
Design Considerations & Tips
- Tolerances: ±0.01 mm is achievable on brass/CuCrZr; pure copper may need ±0.02 mm due to softness.
- Wall Thickness: Minimum 0.5-1 mm to avoid deflection.
- Radii & Fillets: Add generous radii (at least 0.5 mm) to reduce stress and improve tool life.
- Surface Finish: Ra 0.4 µm is standard with polished carbide; mirror finishes possible on brass.
- Heat Treatment: CuCrZr requires post-machining aging for full hardness — plan accordingly.
Tooling & Parameter Recommendations
- Tool Material: Uncoated or diamond-coated carbide for most; PCD for pure copper volume work.
- Speeds & Feeds (example for C36000 brass, 10 mm end mill):
- Spindle: 8,000-12,000 RPM
- Feed: 1,000-2,000 mm/min
- Depth of cut: 0.5-2 mm axial
- Coolant: Always use — prevents galling and improves finish.
Real-World Applications
- Brass → precision gears, valve bodies, decorative hardware.
- Aluminum Bronze → marine bushings, pump impellers.
- Tin Bronze → worm gears, heavy-load bearings.
- Phosphor Bronze → electrical spring contacts.
- Pure Copper → heat exchangers, busbars.
- CuCrZr → spot welding electrodes, EV rotor bars.
Cost & Sustainability Factors in 2026
Material prices fluctuate (pure copper ~$11-13k/ton), but brass remains most economical. Recycling rates now exceed 50% in many shops, cutting costs and carbon footprint. Expect tighter supply for CuCrZr due to EV demand.
Final Thoughts
Copper machining rewards careful setup and the right grade selection. With the tips above, you’ll consistently produce high-quality, functional parts that meet even the toughest specs.
Ready to bring your design to life? Explore our full range of copper alloy stock (brass, aluminum bronze, tin bronze, phosphor bronze, pure copper, and CuCrZr) in our latest product catalog, or get in touch with our engineering team for custom machining quotes and technical support.
Post time: Jan-26-2026